
Improve on-time delivery and delivery time with process mining
From the customer's point of view, delivery time and adherence to delivery dates are the…

BLOG series Automated storage systems
Our blog series on automated storage systems continues. This article is about automated small parts warehouses with shuttle technology. An automated small parts warehouse (AKL for short) with shuttle technology is a storage system that moves material and load carriers with the help of shuttles. It is primarily used when a high storage density with fast and flexible access to a large number of items is required. The mini-load warehouse with shuttle technology is particularly suitable for storing bins, cartons or trays in multi-user racks, while at the same time offering a large variety of items and improved picking frequency. This storage technology can be divided into two groups: one-level shuttles (also known as single-level shuttles) and multi-level shuttles.
With one-level shuttle technology in automated small parts warehouses, one shuttle vehicle moves horizontally per storage level, which simplifies the system structure. The technology not only enables a high throughput rate, but is also particularly suitable for a compact warehouse design with many storage locations. Depending on the length of the warehouse, the performance is very high, especially on the horizontal level. The bottleneck in terms of performance therefore tends to occur on the vertical conveyor. Thanks to its modular design, the system can be flexibly expanded and optimally adapted to individual requirements.


Senior Manager Logistics
Are you looking for a suitable automated storage system and need support? Send me your message and I will get back to you as soon as possible.
Multi-level shuttle technology, on the other hand, allows levels to be changed vertically using lifts or moving shuttles, which speeds up access and can increase the performance of the overall system depending on the design of the warehouse. A separate vertical lift, as with the one-level shuttle, is not absolutely necessary.
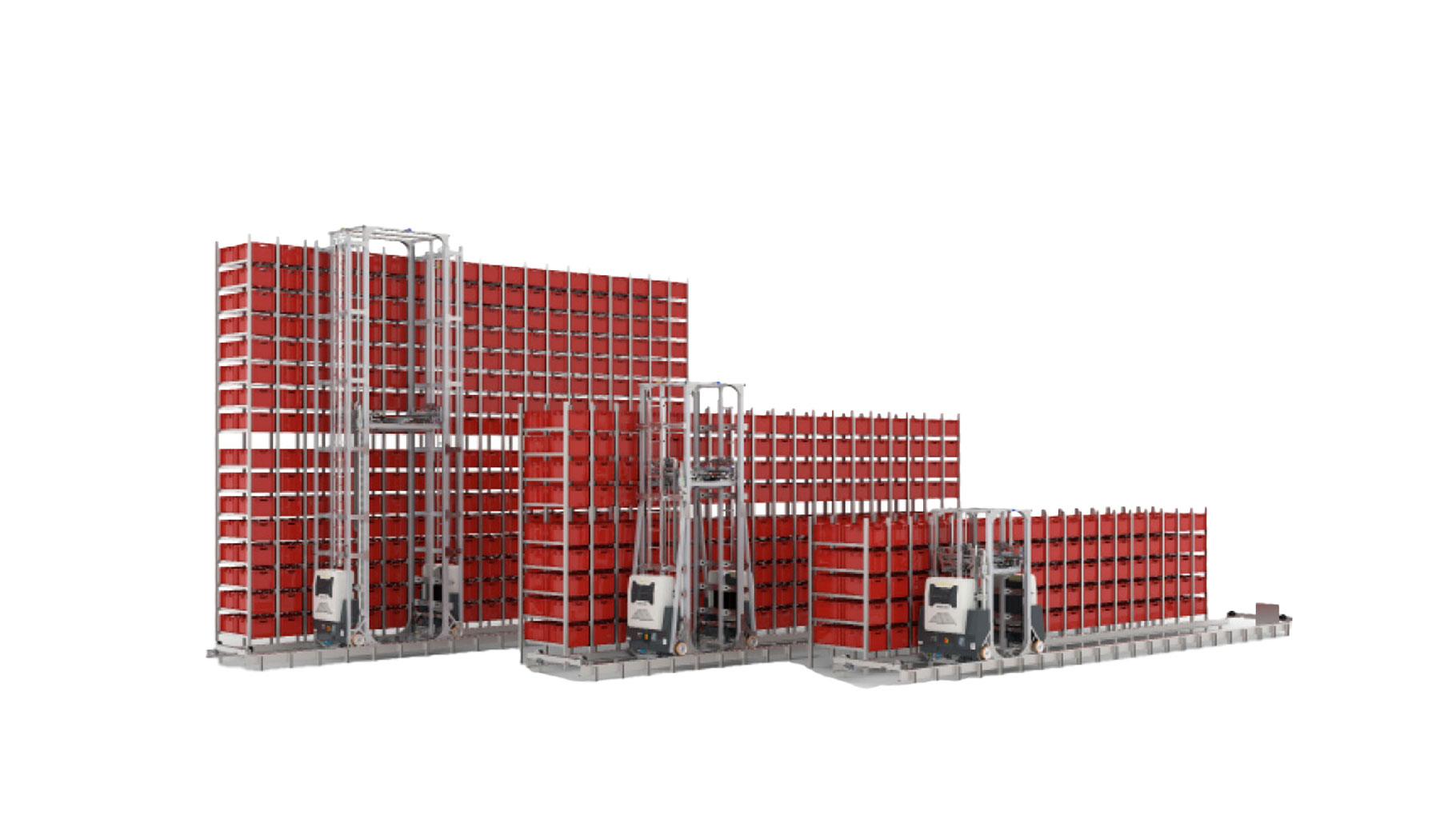
A multi-level shuttle can serve up to 20 levels. In principle, however, it is also possible to operate e.g. 5 levels per multi-level shuttle and use a vertical lift to load and unload the material between the multi-level shuttles.
Depending on the required power, the multi-level shuttle can therefore be designed optimally and flexibly.
The system consists of the following main components:
Shuttle vehicles: The shuttle vehicles form the heart of the storage system and are available in different versions. Most shuttles can transport loads of up to 50 kg and carry out the storage and retrieval of materials in the warehouse. With a one-level shuttle, the shuttle moves horizontally on one level and transfers the load carrier to a vertical lift, whereas with a multi-level shuttle, the shuttle performs both horizontal and vertical movements.
Rack structure: The racks define the structure of the miniload with length and height as well as the storage depth, which is largely determined by the number of aisles. The aisles are adapted to the respective shuttles. However, different rails and aisle widths are required for the small one-level shuttles than for multi-level shuttles.


With regard to gripping the load carriers or materials, a distinction can also be made between different shuttle types. The following should be mentioned here:
The energy supply is usually provided by double-layer capacitors installed on the shuttle to ensure a continuous energy supply.
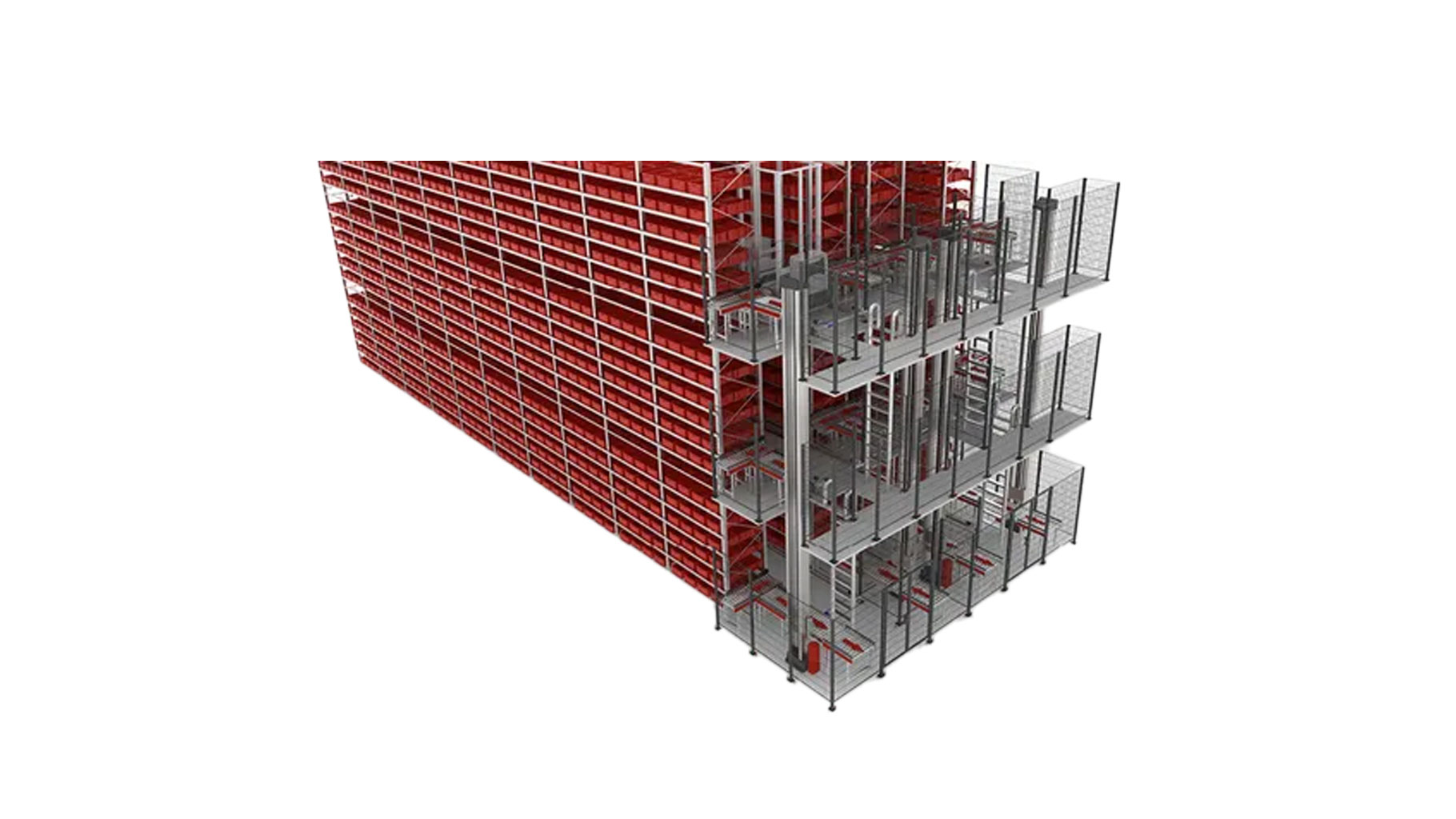
Lifts (vertical conveyors): At the front of the racking, lifts connect the individual racking levels with conveyor technology or picking stations and are considered the central element in the overall system. Goods or load carriers can be moved vertically, but depending on the system structure, shuttles can also be transported between the levels. This is necessary if one-level shuttles are used but there are more levels than shuttles in the system.

Modern lifts work highly dynamically with short cycle times and make a significant contribution to the overall performance of the warehouse.
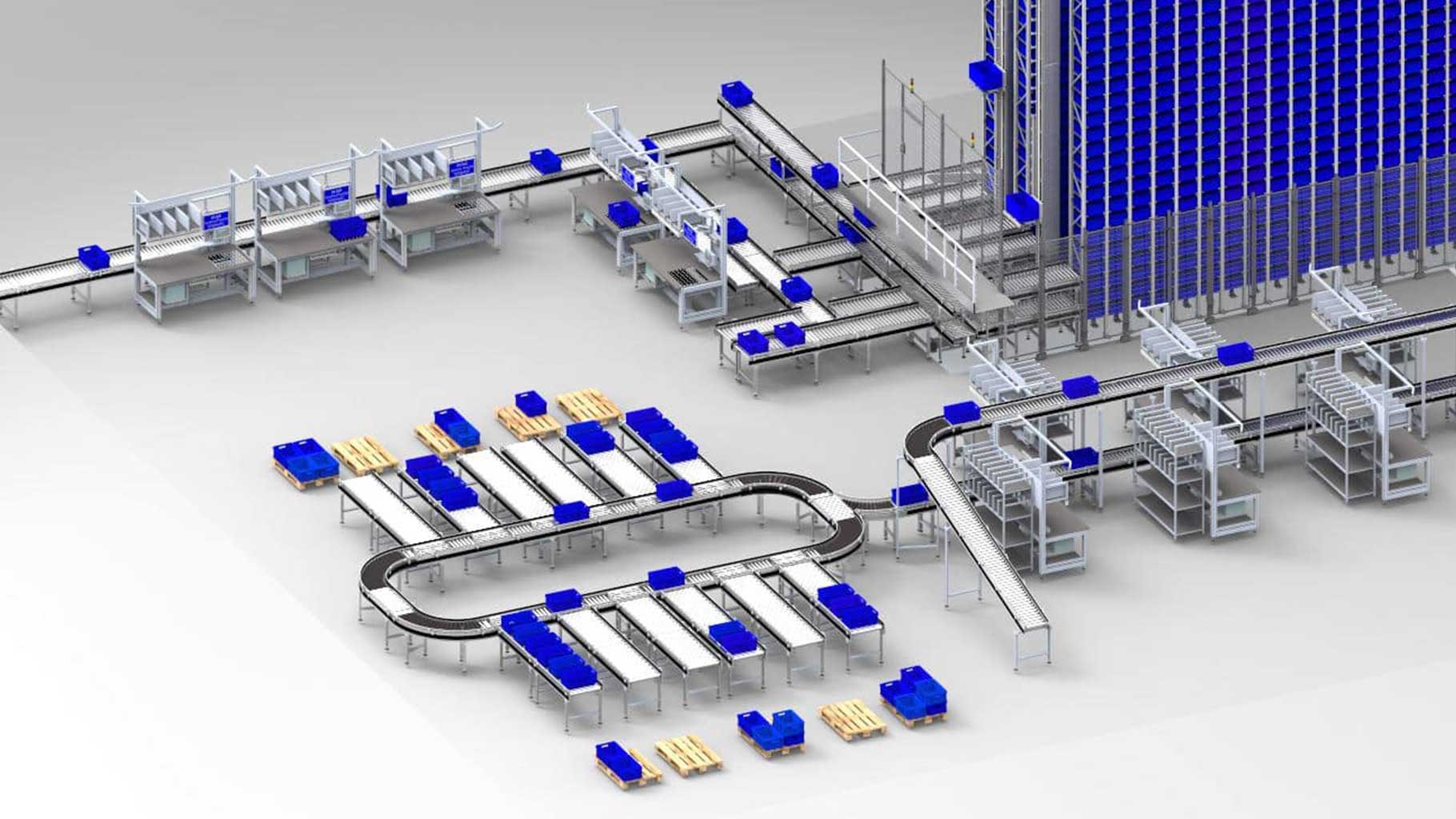
Conveyor technology and picking zones: The miniload warehouse requires a sensible connection to the surrounding area in order to provide materials to the destination and to feed materials from different areas of the automated small parts warehouse. The miniload should be coordinated with the conveyor technology and vice versa. Strongly differing performance limits between the systems lead to permanent bottlenecks at the interfaces.
Control and software: A miniload with shuttle technology is a complex system consisting of many different components. Each individual system (shuttle, lifts) initially requires a control system for the respective movements and functions. Furthermore, all material flows need to be regulated, which is usually covered by a material flow computer. Warehouse management software (WMS) is also required to control and manage the warehouse. These are offered separately or as an integrated solution in an ERP environment (e.g. from SAP or Microsoft). All these control systems and software solutions must be coordinated to ensure efficient and smooth operation of the overall system.
A miniload with shuttle technology offers greater flexibility and scalability compared to a miniload with storage and retrieval machines (SRMs). The parallel use of several shuttles per level significantly increases throughput and the system remains largely functional in the event of malfunctions. The compact design enables better space utilization and adaptation to different building geometries. Shuttle systems can also be expanded more easily by integrating additional vehicles. Construction heights of up to 30 m are possible, which cube storage solutions (Autostore, PowerCube) are generally unable to achieve.
Due to the flexible system design regarding the number of shuttles used in conjunction with the high speeds of the shuttles, the highest performance is possible with an automated small parts warehouse with shuttle compared to other systems. As with all other systems, the design of the aisle length, system height and number of aisles is relevant for determining performance. For example, in a project at Api Computerhandels GmbH, an aisle performance of 2,500 double cycles per hour was achieved, which can even be increased to 3,750. (see LOGISTIK INSIDE- Verkehrsrundschau)

Depending on the system design and manufacturer, an automated small parts warehouse with shuttle technology offers a high degree of flexibility in terms of container sizes. Bins measuring 600 × 400 mm or 400 × 300 mm are frequently used as standard, often with multiple-deep storage. Some systems even allow the handling of special sizes, e.g. 200 × 200 × 50mm to 860 × 660 × 500mm, thanks to adjustable telescopic grippers. Tray formats such as 440 × 640 mm are also possible, depending on the load handling device. The maximum load capacity per container is usually 30-50 kg, which is sufficient for most small load carrier applications. Thanks to this variability, shuttle systems can be optimally adapted to different article structures and storage requirements.

When building and operating an automated small parts warehouse with shuttle technology, several special requirements must be taken into account to ensure high system efficiency and availability. Precise floor quality is essential – the floor must be stable, level and low-vibration, as the shuttle trolleys are sensitive to unevenness. The temperature conditions in the warehouse should be between 0°C and 40°C with stable humidity to ensure that the electronics work reliably. The racking system and guide rails must be precisely matched to the shuttle dimensions and travel paths to ensure trouble-free operation. The entire environment must be clean and dust-free, as a shuttle system is sensitive to deposits on rails and moving parts. Maintenance, safety concepts and modular scalability round off the requirements for a sustainable and future-proof storage concept.
Both structural and technical measures must be carefully planned for the fire protection of an automated small parts warehouse with shuttle technology. Particularly relevant are the plastic containers used, which should be designed to be either water-permeable or flame-retardant in accordance with FM Global and VdS guidelines (Association of Insurers). The storage structure must enable effective sprinkler coverage – this applies in particular to the shelf geometry and the positioning of the shuttles. Smoke and heat extraction systems and automatic fire detection systems are essential for the early detection and containment of fires. In addition, the control system should be designed in such a way that the vehicles can be safely shut down and evacuated in the event of a fire. Close coordination with fire protection experts and the early involvement of load carrier manufacturers are crucial for a safe overall concept.

Manager, Hamburg
His focus is on production technology. His experience and knowledge include production management, factory planning, value stream mapping, lean management, intralogistics planning and change management.



Senior Manager, Munich
The industrial engineering graduate advises his clients on issues relating to warehouse and logistics planning and the digitalization of logistics (particularly in the ERP, WMS and TMS environment). He also provides clients with comprehensive support in the areas of operations management and strategy.
From the customer's point of view, delivery time and adherence to delivery dates are the…
Donald Trump is planning a new US economic policy. Companies can prepare their supply chain…
Despite rising labor costs, they still exist: locations with good infrastructure, an efficient education system,…
You need to load content from reCAPTCHA to submit the form. Please note that doing so will share data with third-party providers.
More InformationYou are currently viewing a placeholder content from Turnstile. To access the actual content, click the button below. Please note that doing so will share data with third-party providers.
More InformationYou are currently viewing a placeholder content from Facebook. To access the actual content, click the button below. Please note that doing so will share data with third-party providers.
More InformationYou are currently viewing a placeholder content from Instagram. To access the actual content, click the button below. Please note that doing so will share data with third-party providers.
More Information
